《异形截面金属构件3D液压成形工艺规范》(T/CI 936-2025)的详细总结,结合文档结构和核心内容分模块阐述:
一、范围与适用性
- 适用范围:
适用于直径 10 mm~200 mm 的轴对称径向开口环形零件,截面特征包括 C、U、W、M、Ω及多波型等复杂异形结构。
- 工艺定义:
采用液体介质(液压油、纯水或乳化液)作为传力介质,通过匹配液压压力与动模位移,使环形坯料胀形贴合模具型面的成形技术。
二、核心工艺要求
1. 坯料要求
-
材料与尺寸:
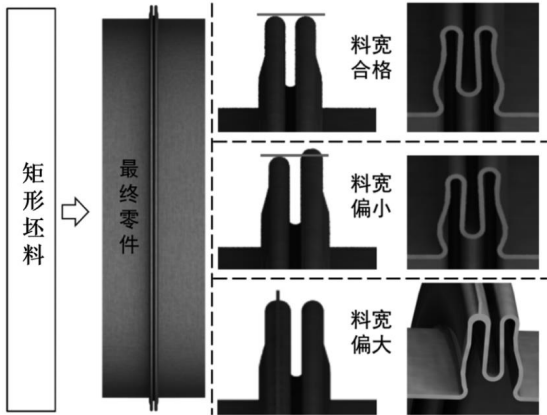
- 金属材料,厚度范围 0.03 mm~1.0 mm,初始坯料为矩形切割料。
- 坯料尺寸精度:宽度公差 ±0.1 mm,长度公差 ±0.2 mm。料宽偏差可能导致成形尺寸不合格或型面折叠(见图1)。
-
焊接与处理:
- 需对焊(禁用搭接焊),焊缝无裂纹、气孔等缺陷。
- 焊接后需圆整坯料,满足 GB/T 1184 圆柱度要求。
2. 设备与工装
- 设备要求:
- 需具备锁模缸、同步进给侧缸(位移精度 ±0.1 mm)、增压缸,支持压力/速度路径自动化调节。
- 涉及专利设备(如专利号 ZL202010519076.0)。
- 工装设计:
3. 安全与介质
- 操作员需经专业培训,设备需定期检查。
- 液体介质为液压油、纯水或乳化液。
三、工艺过程与参数
1. 工艺流程
-
下料 → 环件焊接 → 预胀形 → 合模胀形 → 高压整形 → 热处理(依据 HB/Z 140-2004)→ 边料切除(流程示意见图5)。

-
成形方法分类:
2. 关键工艺参数
- 同步进给速度:3~50 mm/min,推荐 3~10 mm/min 以保证同步精度。
- 液室压力:
- 预胀形压力:需超过最小屈服压力 Pmin=2t0σs3r0P_{\min} = \frac{2 t_0 \sigma_s}{\sqrt{3} r_0}Pmin=3r02t0σs(t0t_0t0:料厚,σs\sigma_sσs:屈服强度,r0r_0r0:坯料内径)。
- 高压整形压力:不超过破裂极限 Pmax=trσsP_{\max} = \frac{t}{r} \sigma_sPmax=rtσs(rrr:最小圆角半径)。
- 锁模力:需满足 F锁模力=2r0×Δlmin×PF_{\text{锁模力}} = 2 r_0 \times \Delta l_{\min} \times PF锁模力=2r0×Δlmin×P(Δlmin\Delta l_{\min}Δlmin:开模间距)。
- 同步进给力:高压整形阶段需大于 F进给力=π[(r0+hmax)2−r02]×PF_{\text{进给力}} = \pi \left[ (r_0 + h_{\max})^2 - r_0^2 \right] \times PF进给力=π[(r0+hmax)2−r02]×P(hmaxh_{\max}hmax:截面高度)。
四、缺陷控制与检测
1. 常见缺陷及对策
| 缺陷形式 |
成因与解决方案 |
| 型面不对称 |
料宽偏差或装料不对称 → 优化料宽并确保对称装料 |
| 波尖处折叠 |
料宽过大/进给不同步 → 调整料宽、增大预胀压力 |
| 过渡圆弧丢失 |
整形压力不足 → 提高压力至 PmaxP_{\max}Pmax |
2. 检测方法
- 焊缝检测:目视或放大镜检查裂纹、气孔等。
- 工装检测:
- 尺寸公差(卡尺/千分尺)、形状公差(专用测量仪)。
- 验证密封性及设备接口匹配度。
- 零件检测:
- 表面缺陷目检(如折叠、不对称)。
- 尺寸检测:每45°取点测直径/波宽(千分尺、卡板)。
- 截面检测:线切割+金相观察或X射线三维成像。
五、包装运输与专利声明
- 包装要求:防潮、防锈、防震,禁用腐蚀性材料。
- 专利声明:
涉及4项核心专利(如 ZL202111319179.3 多波型模具),专利权人为北京航空航天大学和中国航发长江动力有限公司,承诺公平许可。
六、引用标准
包括 GB/T 1184(形位公差)、HB/Z 140-2004(高温合金热处理)等11项国标/行业标准。
此规范系统性定义了异形截面构件3D液压成形的全流程技术要点,兼顾工艺精度与缺陷防控,为航空航天等领域的高精密零件制造提供技术依据。





